- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Понимание лабораторных значений: правильный способ считывания цвета — три основных параметра для контроля цветовой разницы в технических пластмассах
«Приемлемо или нет значение ΔE 2,1 в отчете колориметра?»
«Клиент говорит, что лабораторные значения не соответствуют действительности, но мне цвета кажутся почти такими же».
Эти вопросы наша техническая команда слышит каждый день. В индустрии инженерных пластиков разницу в цвете больше нельзя оценить невооруженным глазом. Будь то детали салона автомобиля, корпуса электроники 3C или компоненты промышленных конструкций, клиенты почти всегда включают в себя стандарт приемлемости цветовых различий, в котором четко указано: ΔE ≤ 0,5, со значениями L, a, b в пределах заданных допусков.
Так что же такое L, a и b? И почему они надежнее визуального осмотра? Сегодня мы объясним эти три параметра на языке производства инженерных пластиков.

I. «Система координат» цвета: цветовое пространство лаборатории
Представьте, что для точного определения местоположения на карте вам нужны долгота, широта и высота. Цветовое пространство Lab — это «трехмерная система координат» цвета.
Основанный Международной комиссией по освещению (CIE) в 1976 году, он остается мировым золотым стандартом измерения цвета. Любой цвет может быть однозначно расположен в этом трехмерном пространстве по набору координат (L, a, b).
• Значение L (Яркость): Диапазон от 0 до 100. L=100 — чисто белый, L=0 — чисто черный. В технических пластиках появление серого цвета черной части или желтоватого цвета белой части, по сути, является изменением значения L.
• значение (красно-зеленый оттенок): Положительные значения обозначают красный цвет, отрицательные значения обозначают зеленый цвет. Когда огнестойкий АБС-пластик, который должен быть ярко-красным, становится «тусклым кирпично-красным», скорее всего, проблема в значении.
• Значение b (желто-синий оттенок): положительные значения указывают на желтый цвет, отрицательные значения — на синий. Значение b является наиболее «чувствительным» параметром — такие материалы, как ПБТ, ПК и нейлон, склонны к пожелтению при высокотемпературной обработке. Когда значение b смещается в положительную сторону, деталь заметно «желтеет».
II. Три цифры, три общих «симптома разницы в цвете»
На производстве мы быстро диагностируем основные причины посредством изменения лабораторных показателей:
1. Большое отклонение значения L. Уделяйте приоритетное внимание проверке состояния материала и процесса формования.
• Высокое значение L (слишком белый/бледный): возможно, низкая температура формы или недостаточное количество диоксида титана в цветной маточной смеси.
• Низкое значение L (слишком темное): возможно, деградация материала (воздействие чрезмерно высоких температур) или плохая вентиляция формы.
2. Большое отклонение значения. Уделяйте первоочередное внимание проверке рецептуры материала.
• Положительный сдвиг значения (красноватый): обычно встречается в огнезащитных материалах, где антипирен разлагается при высоких температурах, вызывая изменение цвета красителя.
3. Большое отклонение значения b. Уделяйте приоритетное внимание проверке условий сушки и температуры впрыска.
• Положительный сдвиг значения b (желтоватый): Наиболее распространенной причиной является пересушивание или чрезмерная температура плавления. Нейлоновые материалы особенно чувствительны: дрейф значения b 0,5 невооруженным глазом выглядит «желтоватым».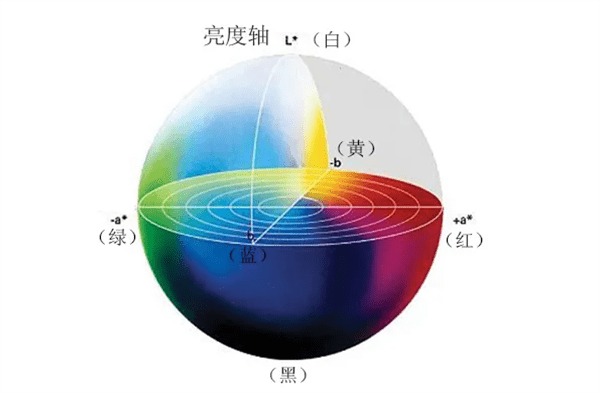
III. Что такое ΔЕ? Почему мы не можем полагаться только на ΔE?
ΔE — это совокупное отклонение по размерам L, a и b, рассчитываемое как:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Он использует одно число для суммирования «общей разницы в цвете», что упрощает быстрое принятие решения. Однако проблема в том, что одна и та же ΔE может отражать совершенно разные цветовые отклонения.
Например:
• Случай A: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (слишком белый)
• Случай Б: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (отклонения по всем трем направлениям)
Оба имеют почти одинаковую ΔE, но случай B более «сложный» и невооруженному глазу может показаться «более запутанным». Поэтому при профессиональном контроле цветового различия необходимо учитывать как ΔE, так и индивидуальные допуски. Общий стандарт для деталей салона автомобиля: ΔE < 1,0, при этом |ΔL| < 0,5, |Δа| < 0,5, |Δb| < 0,5.
IV. Откуда берется разница в цвете? Четыре общих источника
Основываясь на многолетнем опыте обслуживания клиентов, основные источники цветовых различий делятся на четыре категории:
1. Различия в партиях материалов. Различные партии инженерных пластиков могут иметь небольшие различия в базовом цвете. Даже для одного и того же сорта колебания значения b от партии к партии в пределах 0,3–0,5 для ПОМ не являются редкостью.
2. Процесс сушки вышел из-под контроля. Такие материалы, как нейлон, ПЭТ и ПК, чувствительны к влаге. Недостаточная или пересушенная сушка может вызвать пожелтение. В одном случае оператор увеличил температуру сушки с 80°C до 100°C, в результате чего значение b подскочило с 1,2 до 2,8, и вся партия была утилизирована.
3. Смещение процесса литья под давлением. Небольшие изменения противодавления, скорости шнека, скорости впрыска, давления выдержки, температуры формы и т. д. могут изменить течение расплава и поведение кристаллизации, влияя на внешний вид цвета. Материалы, армированные стекловолокном, особенно чувствительны.
4. Различия в условиях проведения измерений. На показания могут влиять различные колориметры, источники света, измерительные апертуры или даже давление, оказываемое оператором. Клиенты и поставщики должны согласовать единый стандарт измерений (например, источник света D65, угол наблюдения 10°).
V. Заключение: цветом можно управлять
В инженерных пластиках цвет больше не является загадкой. Три числа L, a и b превращают субъективное ощущение «мне кажется, цвет неправильный» в объективный факт «значение L превышает допуск на 0,6, значение b на 0,8». Понимание четырех источников цветовых различий помогает нам предотвратить проблемы до того, как они возникнут.